CE-sertifisert 6-akset arm i rustfritt stål Puls MIG-sveiserobot



Kjennetegn
-Robotarm:
- Støpeprosess, aluminiumsarm, lettere og mer fleksibel
- Robotens interne ledninger og terminaler er laget av verdensberømte merker: DYEDEN, TAIYO, det samme som ABB og Fanuc
- Topp kinesisk merke av kontroller, motor og reduksjonsgir.
-MIG-sveisebrenner:
- Vannkjølt sveisebrenner:
- Den optimaliserte utformingen av trådmatingshjulet gjør trådmatingen mer stabil.
- Med antikollisjonssensor
-MIG-sveisemaskin:
Modell: Aotai NBC350RP
- Enkeltpulsfunksjon, konstant spenning
- Gjeldende materialer: Karbonstål, rustfritt stål, aluminium
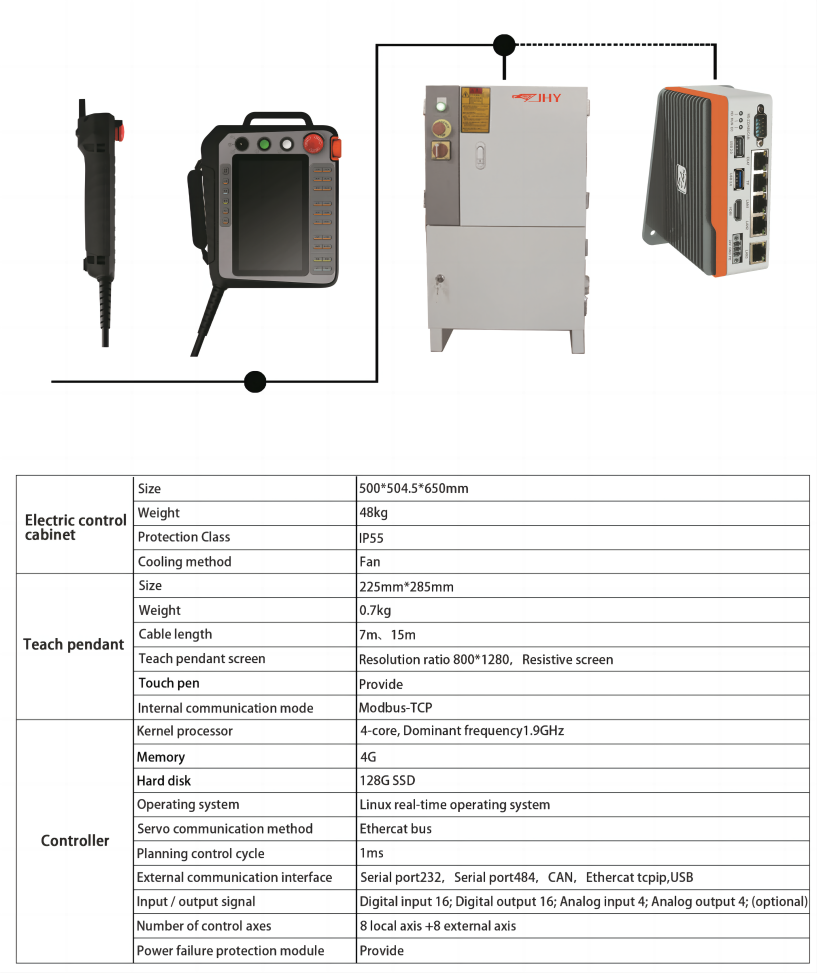
-JHY sveiserobotkontrollsystem:
-Sveiseposisjoner og robotgående skinne
- 1-akset, 2-akset og 3-akset sveiseposisjoneringsenheter er valgfrie. Nyttelast og arbeidsbordstørrelse kan tilpasses etter behov.
- Robotens gangskinne kan lages spesialtilpasset etter kundens krav. Lengde 3/6/9/12M. Nyttelast: 500/1000KG
Å VÆRE OPPMERKSOM PÅ HVER DETALJ GJØR BR-ROBOTEN BEDRE
Skriv meldingen din her og send den til oss




