6-akset MIG MAG-sveiserobot, rekkevidde 1500 mm med sveisemaskin





Kjennetegn
-Robotarm:
- Støpeprosess, aluminiumsarm, lettere og mer fleksibel
- Robotens interne ledninger og terminaler er laget av verdensberømte merker: DYEDEN, TAIYO, det samme som ABB og Fanuc
- Topp kinesisk merke av kontroller, motor og reduksjonsgir.
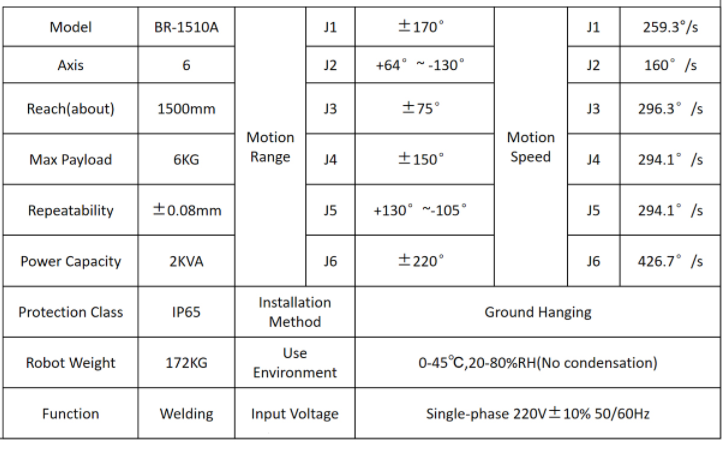
Parameterne for BR-1510 MIG-sveiseroboten vises som følger:
-JHY sveiserobotkontrollsystem:

-Sveisemaskin: Aotai NBC350RL
-
Den har tre sveisemoduser: lav sprut, rask punktsveising og konstant trykk
- Den kan oppnå ultralav sprutsveising av 1~3 mm karbonstål. Mengden sveisesprut reduseres med 60 %;
- Varmetilførselen reduseres med 10 % ~ 20 %, og sveising av tynne plater er enkel å kontrollere og deformasjonen er liten;
- Det heldigitale systemet gir presis kontroll over dråpeovergangen og oppnår kontinuerlig og stabil sveisekvalitet;
- Mykkoblingsinverterteknologi kan forbedre påliteligheten til hele maskinen og spare energi og strøm;
- Det heldigitale, høypresisjons trådmatingskontrollsystemet, den heldigitale trådmatingsenheten med to drivere og to slaver og koder, kan sikre stabilitet i trådmatingen selv om eksterne faktorer som strømforsyningsspenning og trådmatingsmotstand endres.
-Sveisebrenner:
- Luftkjølt med svært følsom antikollisjonsenhet, forlenger brennerens levetid betraktelig
-Sveiseposisjoner og robotgående skinne
- 1-akset, 2-akset og 3-akset sveiseposisjoneringsenheter er valgfrie. Nyttelast og arbeidsbordstørrelse kan tilpasses etter behov.
- Robotens gangskinne kan lages spesialtilpasset etter kundens krav. Lengde 3/6/9/12M. Nyttelast: 500/1000KG
-Maskinvedlikeholdet er enkelt og brukervennlig, og den planlagte levetiden er mer enn 10 år.
Å være oppmerksom på hver detalj gjør JHY Robot bedre
Skriv meldingen din her og send den til oss




